加工技術– category –
-

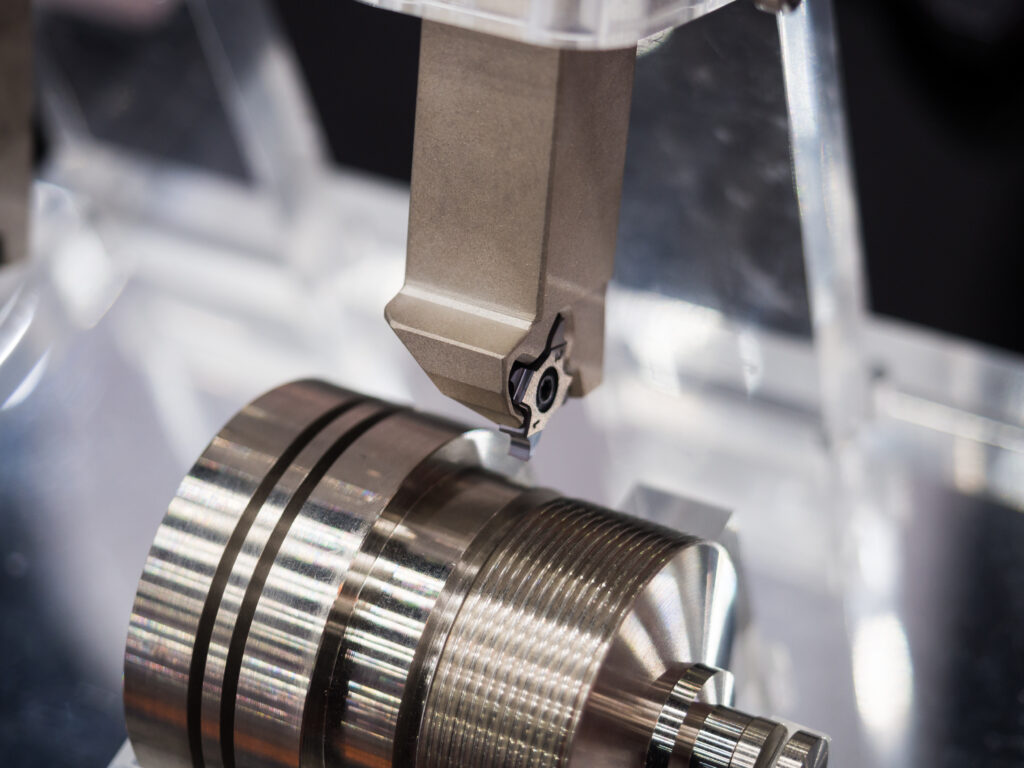
旋盤チップの選び方で失敗しない基準|加工材質や形状で迷う人向け
旋盤チップとは、旋盤加工で材料を削るための交換式工具先端部品です。材質や形状を誤ると加工精度が低下したり、工具寿命が短くなるリスクがあります。ここでは材質別特徴や加工条件ごとの選定基準を明確に示し、即答で理解できる内容にしています。 意味... -
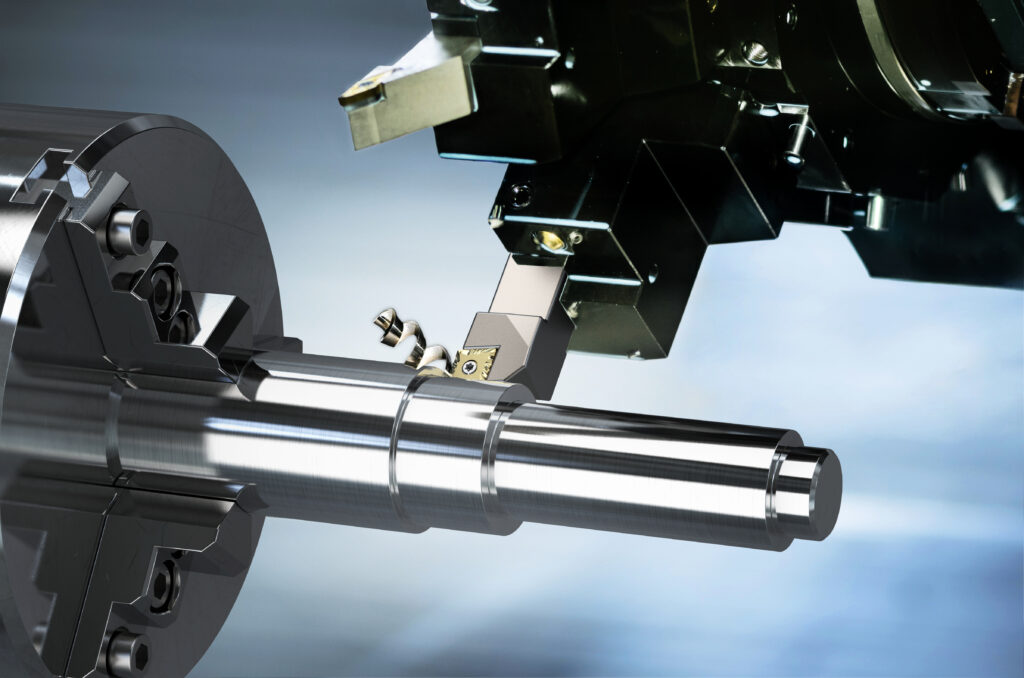
旋盤バイトの種類と使い分けで加工精度と安全性を最大化する方法
旋盤でのバイト選択は加工対象や材料、加工内容によって適切に使い分けることが重要です。正しいバイトを選ぶことで加工精度を向上させ、工具破損やワークの損傷を防ぐことができます。本記事では代表的な旋盤バイトの種類、選び方の基準、加工条件や注意... -
NC旋盤プログラム基礎|安全で精度の高い加工を行うための基本知識
NC旋盤での加工精度を確保し、工具やワークの破損を防ぐには、プログラム基礎の理解が不可欠です。座標系、Gコード・Mコード、工具番号、切削条件などを正しく設定することで、安全かつ効率的に加工できます。本記事では初心者でも理解できるよう、基礎か... -
SUS303の加工における最適な切削条件とは?
SUS303の加工における最適な切削条件をご存知ですか?金属加工に携わる方々にとって、切削条件は非常に重要です。SUS303という材料は、その特性から切削において特別な配慮が必要とされます。本記事では、SUS303の加工における最適な切削条件について詳し... -
SUS310Sの切削加工ガイド!効率の良い条件を徹底解説
SUS310Sは高い耐熱性や耐食性を持つ、特殊なステンレス鋼です。その特性を最大限に活かすためには、適切な切削条件が欠かせません。本記事では、SUS310Sの切削加工ガイドを徹底解説し、効率的な加工条件についてご紹介します。どのような切削条件が最適か... -
SUS316の高品質加工法:溶接性と加工性の向上テクニック
SUS316は、その高い耐食性や強度などの特徴から、様々な産業分野で広く使用されています。しかし、その加工においては、溶接性や加工性の向上が課題となることもあります。本記事では、SUS316の高品質加工法に焦点を当てて、その溶接性と加工性を向上させ... -
SUS430を加工しやすくするための切削速度とフィード率
SUS430は非常に強度が高いステンレス鋼であり、その硬さや耐食性から加工が難しいことで知られています。しかし、正しい切削速度とフィード率を適用することで、SUS430を効果的に加工することが可能となります。本記事では、SUS430を加工しやすくするため... -
SUS410材の加工における最適切削条件とは?
SUS410材という素材を使用する際、適切な切削条件を知ることは重要です。正しい切削条件を適用することで、作業効率が向上し、品質の向上にもつながります。今回の記事では、SUS410材の加工における最適な切削条件について探っていきましょう。素材特性や... -
SUS303の加工性を極める!切削から焼入れまでの徹底ガイド
SUS303は、非常に広く利用されているステンレス鋼の一つで、その特性から様々な産業分野で重要な役割を果たしています。この記事では、SUS303の加工性に焦点を当て、切削から焼入れまでの手法について詳しく解説します。SUS303の特性である切削性や溶接性... -
SUS310Sの切削性とは?効率的な加工テクニックを解説
SUS310Sは、高温に強いステンレス鋼として広く使われていますが、その切削性とは一体どのようなものなのでしょうか?切削性や加工性、溶接性などは、実際に製品を加工する際に極めて重要な要素です。本記事では、SUS310Sの切削性に焦点を当て、効率的な加...